Shewhart'ın 1920'lerde keşfettiği şey, değişkenliğin, bir kavanoz sıvıdaki moleküllerin hareketi gibi doğal olaylarda olduğu kadar, bir üretim sürecinde de normal olduğudur. Doğada hiçbir şey birbirine tamamen benzemediği gibi, hiçbir şey de asla tamamen aynı şekilde üretilemez. Üretimde başarının anahtarı, değişkenliğin nedenlerini anlamak ve bunları tanıyan bir yönteme sahip olmaktır. Shewhart, değişkenliğin iki temel nedenini buldu: ortak nedenler ve atanabilir nedenler.
Ortak Değişkenlik Nedenleri
Olasılık ve Şans
Bir madeni parayı atıp yazı ve tura sayısını sayarsak, başlangıçta birinden diğerine göre biraz daha fazla elde edebiliriz, ancak uzun vadede oldukça eşit olacaklardır (Şekil 1.3.1). Bir madeni paranın atılmasında tura gelme olasılığının %50 veya 0,5 olduğunu söyleriz. Olasılık bir istatistiktir. Birkaç madeni para atışı için bu olasılık, sonucun güvenilir bir göstergesi olmayabilir, ancak daha büyük madeni para atışı grupları sayıldığında daha güvenilir olma eğilimindedir. Madeni para atışları tamamen şansa bağlı olarak değişebilir ve şans, değişkenliğin yaygın bir nedeni olarak bilinir.
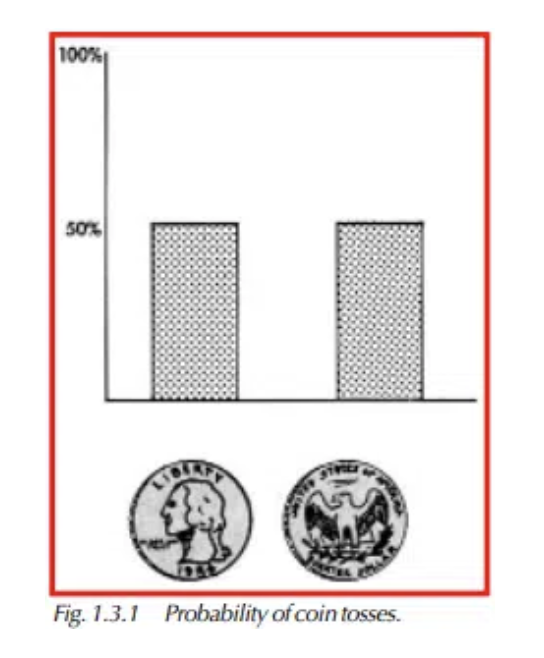
Madeni para atışlarının olasılığı.
Eşitsiz Frekans Dağılımı
Yaygın nedenlerin iş başında olduğu bir başka örnek de zar atışı. Bir çift zarı tekrar tekrar atarsak ve toplamları kaydedersek, sonuçların eşitsiz bir dağılımını elde ederiz. Olası sonuçlar 2 ile 12 arasındaki sayılardır, ancak herhangi bir zar oyunu oyuncusunun bize söyleyeceği gibi, bunların oluşma sıklığı değişir. Şekil 1.3.2'de gösterildiği gibi, zar çifti kombinasyonları bazı sayıları diğerlerinden daha sık toplar. 7 sayısı altı kombinasyonda ortaya çıkarken, 12 sayısı yalnızca bir kombinasyonda ortaya çıkar. Uzun vadede, 7 sayısının çıkma olasılığı 0,167 veya yaklaşık %17'dir; bu, yaklaşık %3 olan 2 sayısının çıkma olasılığından daha yüksektir. Bir çift zar, eşit olmayan frekans dağılımına bir örnek oluşturur, ancak bu tamamen ortak nedenlerden kaynaklanır.
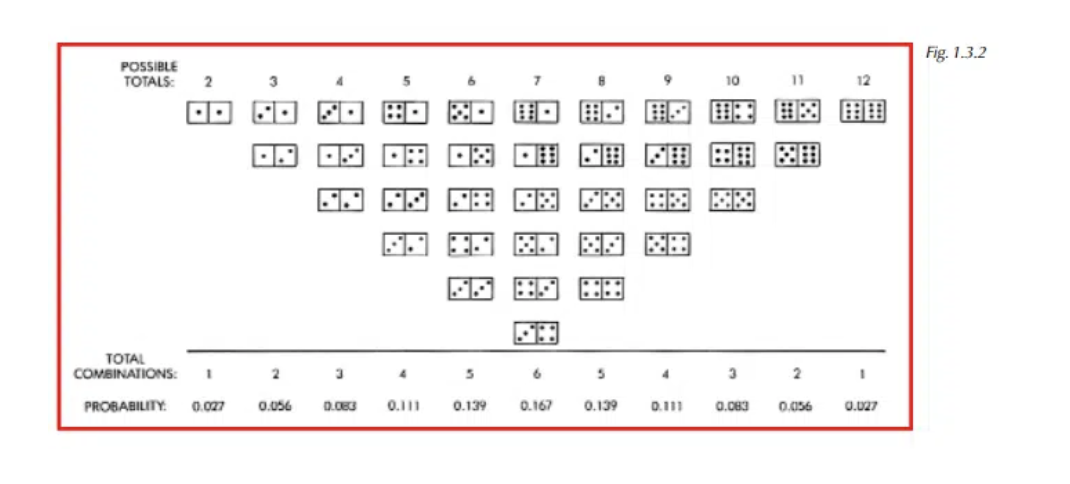
Zar atışlarının olasılığı.
Sabit Nedenli Sistem
Bir sürecin sonuçları olasılıklarla ifade edilebiliyorsa ve uzun vadede sonuçların dağılımından eminsek, buna sabit nedenli sistem denir.
Tahmin edebileceğiniz gibi, üretim süreçleri bazen sabit nedenli sistemler gibi davranır. Varyasyonun nedenleri, zar atışları gibi sıradandır. Parçalar sürekli olarak değiştirilmeden üretilmeye devam edilirse, varyasyon devam eder. Sürecin kendisi değiştirilmeden değiştirilemez. İstatistikler, ortak nedenlerden kaynaklanan varyasyonu tanımanın yollarını sunar. Bunlardan en önemlisi kontrol grafiğidir. Kontrol grafiği kullanarak, ortak nedenleri atanabilir nedenler olarak adlandırılan ikinci türden ayırabiliriz.
Değişkenliğin Belirlenebilir Nedenleri
Malzeme değişikliği, aşırı takım aşınması, yeni bir operatör gibi şeyler, ortak nedenlerden kaynaklanan varyasyondan farklı bir varyasyona neden olur. Bir süreci bozarak, ortaya çıkan sonucun doğal görünmemesine yol açarlar. Hileli bir zar çifti de başka bir örnektir. Normal bir zar çiftinin çok sayıda atışta ne ürettiğini bildiğimiz için, çok sayıda atıştan sonra 7'lerden daha fazla 12 gelirse, zar çiftinin hileli olduğundan makul ölçüde emin olabiliriz.
Bir süreçteki sorunları ararken, genellikle sadece bu belirlenebilir değişkenlik nedenlerini ararız. Belirlenebilir nedenler, nedeni belirlenebilen düzensiz davranışlara neden olur. Neden tüm bu zahmete girdiğimizi sorabilirsiniz. Parçaları zaten bir spesifikasyona göre karşılaştırmak zorunda olduğumuz halde, belirlenebilir nedenleri ortak nedenlerden neden ayırıyoruz? Bunun bir nedeni, nedenlerini bildiğimizde değişkenliği en aza indirebilmemizdir. Parçalarımızda ne kadar az değişkenlik olursa ve hedefe ne kadar yakın olurlarsa, müşterilerimiz o kadar mutlu olur. Müşterilerimiz, az sayıda veya hiç spesifikasyon dışı parça içermeyen, iyi ve tutarlı bir ürün tedarik etme yeteneğimize güveneceklerdir. Öte yandan, büyük değişkenlik, parçaların spesifikasyon dışı olmasına neden olabilir.
**Spesifikasyonun birçok parçası için seçenekler**
Eğer spesifikasyon dışı birçok parça varsa, üç seçeneğimiz vardır: 1) tüm parçaları sürekli olarak incelemek ve iyi olanları kullanmak, 2) çoğu veya tüm parçalar iyi olana kadar süreci iyileştirmek veya 3) süreci tamamen ortadan kaldırıp daha iyi bir süreç oluşturmak. %100 denetim çoğu durumda pahalı ve verimsiz olduğundan, süreci iyileştirmeye ve denetim yükümüzü azaltmaya çalışmak daha iyidir - bu da bizi sürece geri getirir. İşe yaramayacak bir süreci iyileştirmeye çalışmanın bir anlamı yok. Ayrıca, mükemmel bir şekilde çalışabilecek bir süreci tamamen ortadan kaldırmak da istemiyoruz. Bu nedenle, sürecin sürekli olarak iyi parçalar üretip üretemeyeceğini belirlemenin bir yoluna ihtiyacımız var. Tek güvenilir yöntem, varyasyonun atanabilir nedenlerini bulmak ve ortadan kaldırmak için kontrol çizelgelerinin kullanılmasıdır.
Temel İstatistiksel Terimler
Aşağıdaki bölümlerde sunulan temel istatistiksel kavramlara geçmeden önce, tartışmamız gereken bazı terimler var. Bu terimler Şekil 1.3.3'te sunulmuştur.
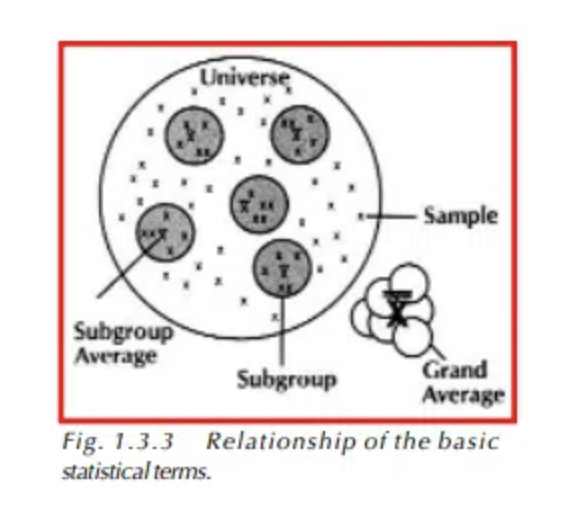
Temel istatistiksel terimlerin ilişkisi.
Örnek Terimi
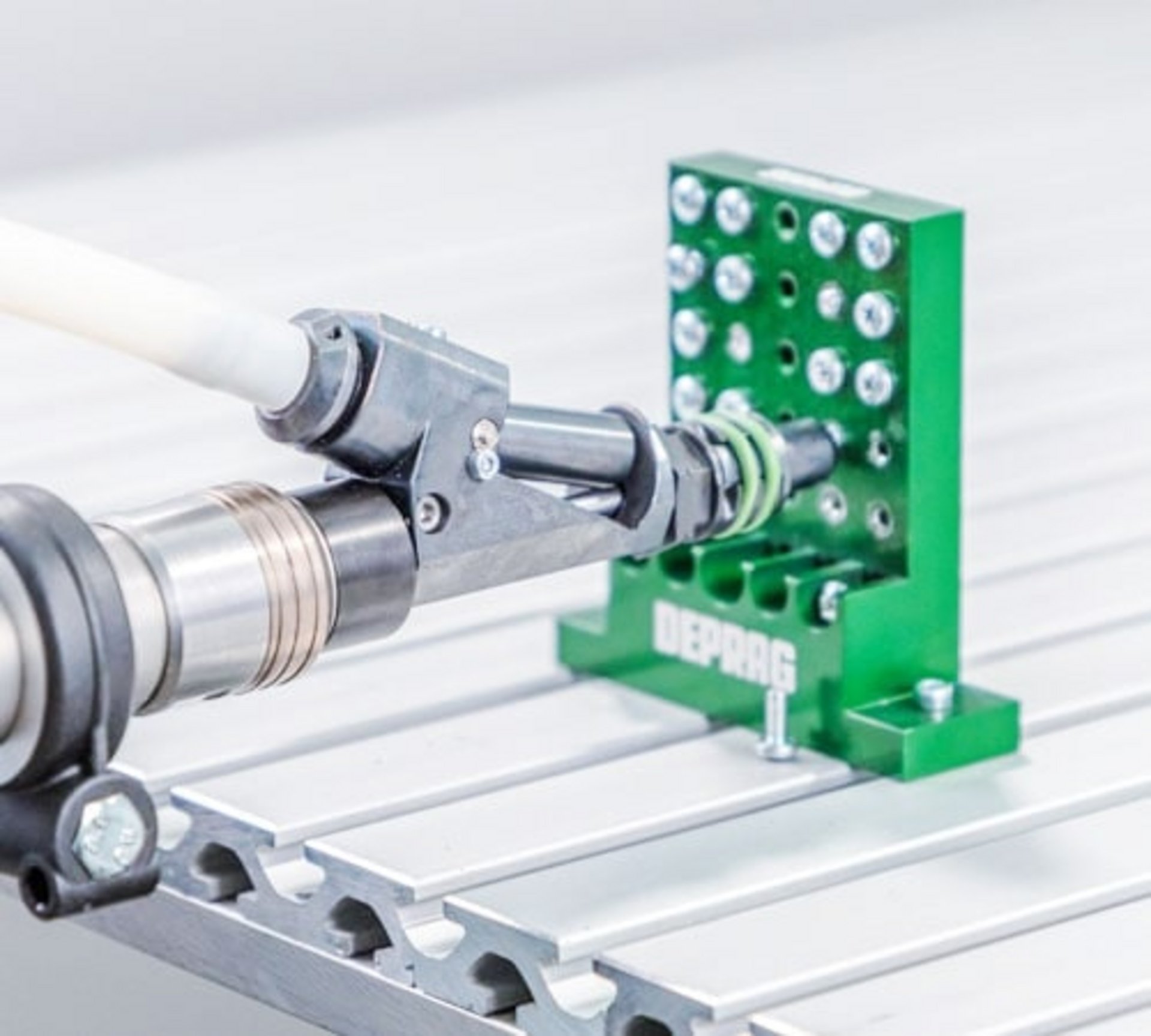
Veri toplarken, süreçten örnekler alırız. Örnek, analiz için topladığımız tek bir ölçüm parçasıdır. Örnekler genellikle alt gruplar adı verilen rasyonel gruplar halinde alınır. Üretim hattından ardışık parçalar gibi, grup içindeki parçalar arasında az varyasyon gösteren bir şekilde alınan örnek grupları, rasyonel alt gruplar olarak kabul edilir.
Ortalama Terimi
Alt grubumuzu oluşturan örnekleri topladıktan sonra, bu verilerin ortalamasını, yani ortalamayı hesaplayabiliriz. Ortalamayı temsil etmek için kullanılan sembol x'tir (x-bar olarak okunur). Alt gruplarımızı düzenli aralıklarla toplamaya devam edebiliriz. Birkaç alt grup topladıktan ve her birinin ortalamasını hesapladıktan sonra, verilerin genel ortalamasını da hesaplayabiliriz. Bu, genel ortalama olarak adlandırılır ve X ile temsil edilir. Veri toplarken, ürettiğimiz tüm parçalardan sadece birkaç örnek aldık. Ürettiğimiz tüm parçalar bir popülasyon veya evren oluşturur. Üretilen her parçayı ölçmek çok zor ve zaman alıcı olacağından, evrenimizdeki tüm parçaların nasıl göründüğüne dair bir fikir edinmek için örnekleri ve istatistiksel analizi kullanıyoruz. Evren hakkında sonuçlar çıkarmak için kullanılan istatistiksel kavramlar, bu bölümün ve kalan bölümlerin sonraki kısımlarında tanıtılmaktadır.
Merkezi Eğilim Ölçüleri
Birçok işlem, hedef bir boyuta ulaşmak için kurulur. İşlemden çıkan parçalar elbette değişir; ancak her zaman nominal değere yakın olmalarını ve çok azının yüksek ve düşük özelliklerin dışında kalmasını umarız. Bu şekilde üretilen parçalar, merkezi eğilim olarak adlandırılan bir özellik sergiler. Yani, belirli bir boyut etrafında gruplanma eğilimindedirler (Şekil 1.3.4).
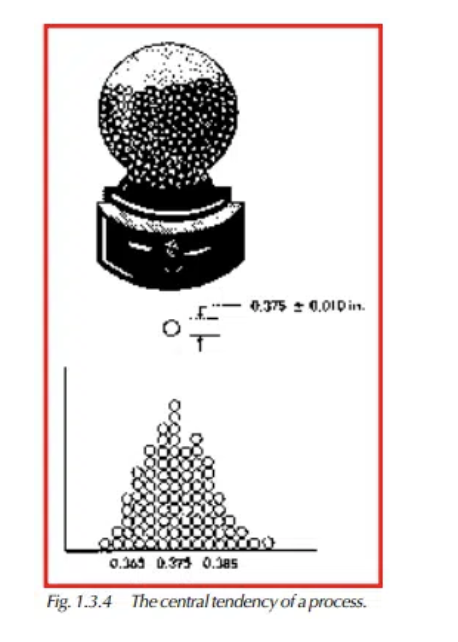
Bir işlemin merkezi eğilimi.
En kullanışlı merkezi eğilim ölçüsü, ortalama veya aritmetik ortalamadır. Ölçüm verilerinin ortalamasını bulmak için, verileri toplayın ve alınan ölçüm sayısına bölün. Formül şu şekildedir:
Ölçüm verilerinin ortalamasını bulma formülü
Her x bir ölçümdür ve n ölçüm sayısıdır. İstatistikte ortalama, x ile sembolize edilir. Toplama için kullanılan Yunanca harf ∑'yi kullanırsak, formül şu şekilde yazılabilir:
Ortalama toplama ∑ formülü
Kullanılabilecek iki ek merkezi eğilim ölçüsü daha vardır. Birincisi, verilerimizin ortası olan medyandır. Medyan verilerimizi ikiye böler, bu nedenle parçalarımızın %50'si medyanın üzerinde, %50'si ise altındadır. İkinci merkezi eğilim ölçüsü ise, verilerimizde en sık görülen değer olan moddur.
Şekil 1.3.5, bir boyutu ve 50 parça arasındaki varyasyonunu gösteren bir histogramdır. Histogram, çubukların yüksekliği ile her boyuttaki parçaların sıklığını gösterir. x'in en sık görülen değerde olmadığına dikkat edin. En sık görülen değer (mod) hemen solunda yer alıyor. Şimdi Şekil 1.3.6'ya bakalım. Bu histogramdaki ortalama değer, en az sıklıkta görülen değerler arasında gibi görünüyor. Açıkçası, verilerimizin yayılımı veya dağılımı hakkında bize bilgi veren bir tür istatistik olmadan, ortalama bize yeterli bilgi vermez. Ortalamalar, bowlingden beyzbola kadar birçok sporda kullanılır. Birinin bowling ortalamasını veya beyzbol vuruş ortalamasını bildiğimizde, o kişinin ne kadar iyi olduğuna dair bir göstergeye sahip oluruz, ancak tutarlılık hakkında yeterli bilgiye sahip olmayız. Düşük bir ortalamanın arkasında birçok harika oyun ve birkaç çok kötü oyun olabilir. İyi bir ortalama, sadece birkaç şanslı oyunla ortalama bir oyuncunun eseri olabilir.
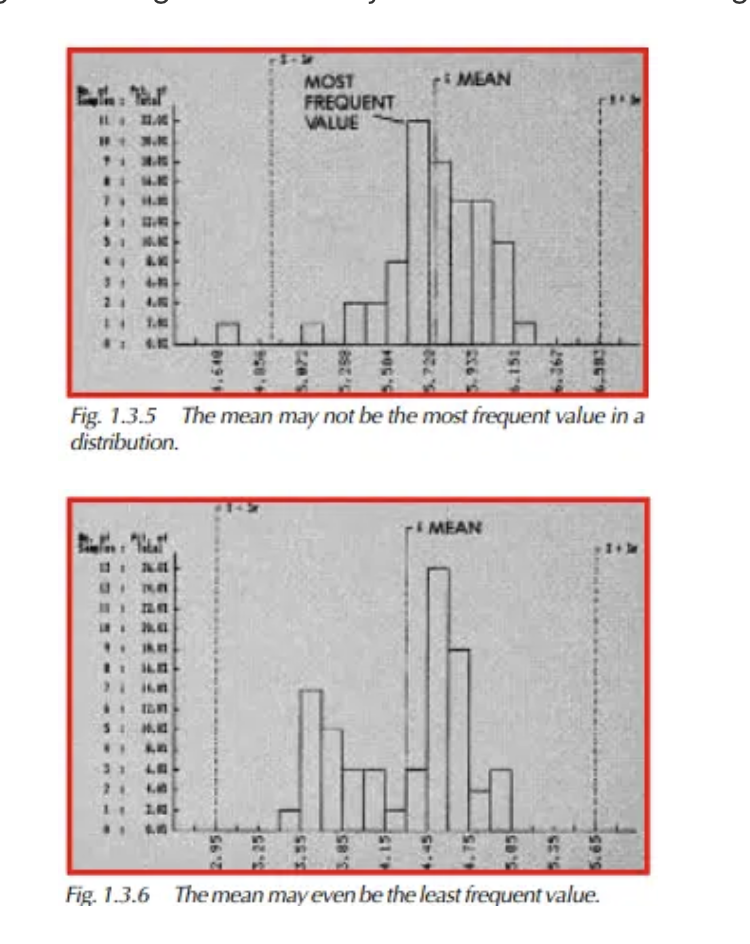
Ortalama, bir dağılımdaki en sık görülen değer olmayabilir.
Ortalama, en az sıklıkta görülen değer bile olabilir.
Aralık ve Standart Sapma (Sigma)
İstatistikte iki dağılım ölçüsü kullanılır: aralık ve standart sapma.
Aralık Formülü
Aralık, verilerin genel yayılımını gösterir. Aralığı elde etmek için en düşük ölçümden en yüksek ölçümü çıkarın. Aralık sembolü R'dir. Formül şöyledir:
Aralık formülü
Bu formül, en küçük ölçümü en büyük ölçümden çıkarmamızı söyler. Şimdi bir yayılım ölçüsü ve bir merkezi eğilim ölçüsüne sahip olduğumuza göre, neden üçüncü bir istatistiğe ihtiyacımız var? Standart sapma, aralık ve ortalamanın göstermediği neyi gösteriyor? Bunu cevaplamaya yardımcı olmak için Şekil 1.3.7'ye bakmamız gerekiyor. İki farklı histogram resmedilmiştir. Çubuklar yerine, dağılımların şeklini göstermek için sürekli çizgiler kullanılmıştır. Yeterli veri toplanmış olsaydı ve veriler çok dar genişlikte çubuklarla temsil edilmiş olsaydı, bir çubuk histogramının burada gösterilen eğrilere neredeyse benzeyeceğini hayal edebiliriz.
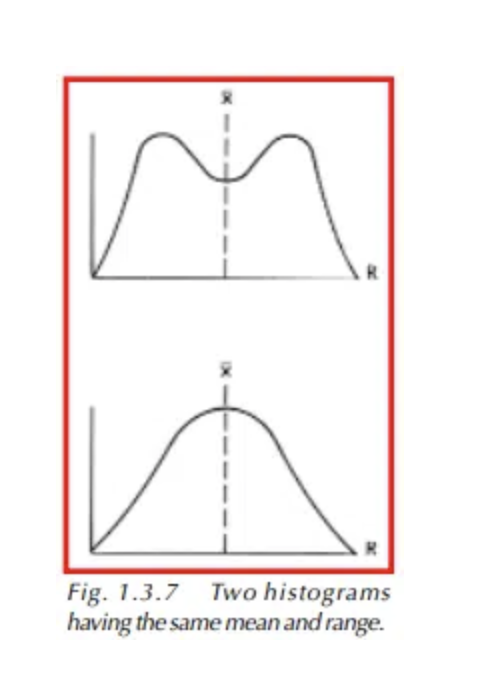
Aynı ortalama ve aralığa sahip iki histogram
Standart Sapma Formülü
İki histogramın şekilleri farklı, ancak aralıkları ve ortalamaları aynı. İşte bu noktada standart sapmayı kullanırız. Standart sapma, histogramda gösterilen tüm verileri kullanır, sadece en yüksek ve en düşük noktaları değil, ve bize dağılımın nasıl göründüğüne dair daha iyi bir fikir verir.
Bir popülasyonun (evrenin) standart sapmasına istatistikte sigma denir ve Yunan harfi σ ile sembolize edilir. Sigma şu formül kullanılarak hesaplanabilir:
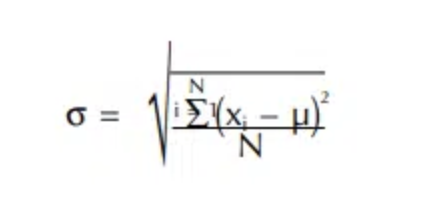
Sigma standart sapma formülü
µ, verilerin ortalamasıdır, x bireysel bir ölçümdür ve N, evrendeki toplam ölçüm sayısıdır. Evrendeki tüm parçaları ölçmek çok zaman alıcı olduğundan, sigmayı çok sık hesaplamayız. Bunun yerine, örnekler alarak ve örnek standart sapması s'yi hesaplayarak popülasyon standart sapmasını tahmin ederiz. Sigma'nın formülü şöyledir:
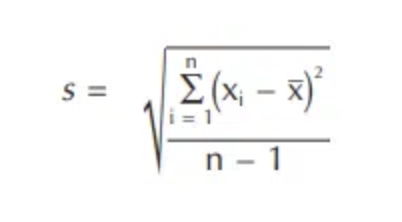
s formülü
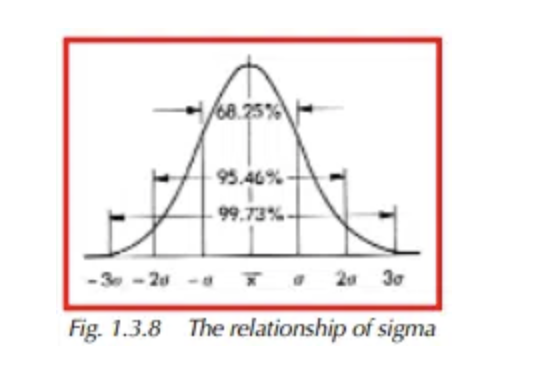
Bu formül, paydasından dolayı n-1 formülü olarak adlandırılır. Daha klasik standart sapma formülü, n-1 yerine n kullanır. Burada n-1 formülü kullanılacaktır çünkü sürekli üretim yapan bir süreçten gelen örneklerin standart sapmasının daha yakın bir tahminini sağlar. Sürekli süreçler, imalatta kullanılan en yaygın türdür. Sigma'nın Şekil 1.3.8'de gösterilen dağılımla özel bir ilişkisi vardır. Bu dağılıma normal dağılım denir ve özellikleri bir sonraki paragrafta açıklanmaktadır.
Sigma'nın normal dağılımla ilişkisi.
Normal Dağılım
Ortalama ve standart sapmasıyla tamamen tanımlanabilen bir dağılım türü vardır. Bu, normal (Gauss) dağılımı veya çan eğrisidir. Şu özelliklere sahiptir (Şekil 1.3.9):
Ortalama, mod'a eşittir ve mod da medyana eşittir.
Ortalama etrafında simetriktir.
Her iki tarafta da sonsuza doğru aşağıya doğru eğimlidir. Başka bir deyişle, teorik olarak sonsuz bir aralığa sahiptir.
Tüm ölçümlerin %68,25'i x – σ ve x + σ arasında yer alır. Bkz. Şekil 1.3.8.
Tüm ölçümlerin %95,46'sı x – 2σ ve x + 2σ arasında yer alır.
Tüm ölçümlerin %99,73'ü x – 3σ ve x + 3σ arasında yer alır.
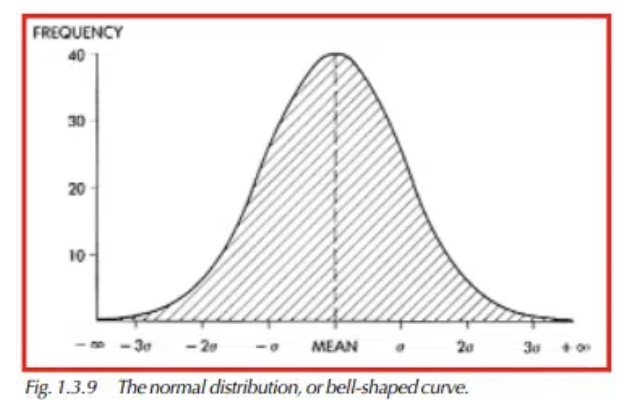
Normal dağılım veya çan eğrisi.
Çan şeklindeki eğrinin denklemi şöyledir:
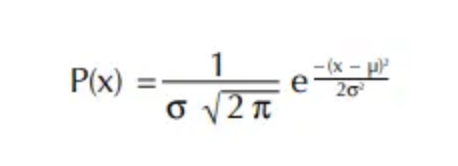
Çan şeklindeki eğrinin denklemi
Normal dağılım, bir sürecin histogramını onunla karşılaştırıp sürecin yeteneği hakkında bazı sonuçlar çıkarabildiğimiz için değerli bir araçtır. Ancak bu tür bir karşılaştırma yapmadan önce, bir sürecin zaman içinde istikrarının kanıtları açısından izlenmesi gerekir. Bu, seçilen aralıklarla küçük örnek grupları alınarak, ölçülerek ve ortalamaları ve aralıkları bir kontrol grafiğine çizilerek yapılır. Kontrol grafiği, istikrarlı bir varyasyona sahip olup olmadığımızı (yani, sabit nedenli bir sisteme) veya bazı atanabilir nedenlerden dolayı istikrarsızlık olup olmadığını gösterir. Bölüm 2, x ve R grafiklerinin yapımını ve kullanımını daha ayrıntılı olarak açıklamaktadır. Çalışmalarının nedeni, merkezi limit teoremi ve normal dağılım eğrisiyle ilgilidir.
Merkezi Limit Teoremi
Shewhart, sabit nedenli bir sistemden alt grupların ortalamaları bir histogram şeklinde çizildiğinde normal dağılım eğrisinin ortaya çıktığını bulmuştur. Sabit nedenli sistemin kendisi normal dağılım olmak zorunda değildir. Örneklem büyüklüğü makul ölçüde büyük olduğu sürece, üçgen, dikdörtgen veya hatta zar kombinasyonları gibi ters piramit şeklinde olabilir. Bu dağılımlardan veya istatistikte evren olarak adlandırılan bu dağılımlardan seçilen farklı büyüklükteki alt grupların ortalamaları, merkezi bir eğilim gösterecektir. Ortalamaların varyasyonu normal eğriyi izleme eğiliminde olacaktır. Buna merkezi limit teoremi denir.
Stewhart Merkezi Limit Teoremini Nasıl Gösterdi?
Shewhart bunu numaralı fişler ve büyük bir kase kullanarak gösterdi. Normal kasesinde 998 fiş, dikdörtgen kasesinde 122 ve üçgen kasesinde 820 fiş vardı. Dikdörtgen evren, Şekil 1.3.10'da olduğu gibi belirli bir aralıkta ve eşit sayıda fişe sahipti. Üçgen evren ise Şekil 1.3.11'de gösterildiği gibi çeşitli fişlerden eşit olmayan sayılara sahipti. Shewhart her fişi kaseden tek tek çıkardı, numarasını kaydetti ve geri koydu. Daha sonra başka bir fiş seçmeden önce kaseyi karıştırdı. Her dört parçanın ortalamasını aldı. Çizdiği noktalar, çan şeklindeki eğrinin içinde veya kenarları boyunca yer alıyordu. Bu, onun için, bir sürecin, standart bir parça alt grubunun ölçülüp ortalaması alınarak zaman içinde izlenebileceği anlamına geliyordu. Alt grup 2, 4 veya hatta 20 olabilir. Sıklık, çıktıya bağlı olarak saatte bir veya günde bir olabilir. Süreç sabit nedenli bir sistem ise, bu ortalamalar normal bir eğri içinde yer alacaktır. Sürecin istikrarlı olduğu sonucuna varılabilir. İstikrarlı derken, değişkenliğin tamamen ortak nedenlerden kaynaklandığını kastediyoruz. İstatistikçiler ayrıca, zaman içinde istikrarlı değişkenliğe sahip bir süreci ifade etmek için "kontrol altında" ifadesini kullanırlar.
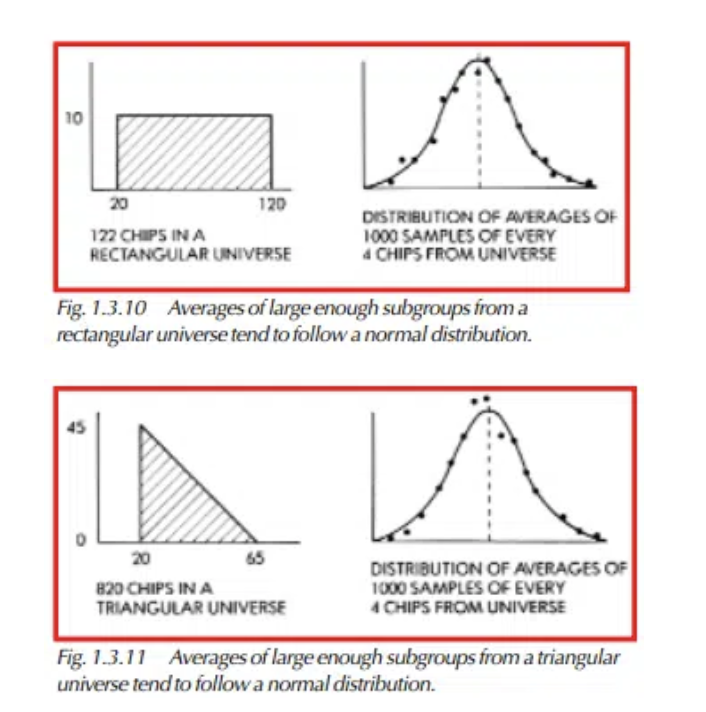
Dikdörtgen bir evrenden yeterince büyük alt grupların ortalamaları normal dağılımı izleme eğilimindedir.
Üçgen bir evrenden yeterince büyük alt grupların ortalamaları normal dağılımı izleme eğilimindedir.
Alt grupların ortalamalarını sık sık kontrol etmek, bir süreçte atanabilir nedenlerin ne zaman mevcut olduğunu keşfetmenin bir yolunu da sağlar. Atanabilir nedenler ortaya çıktığında, bu nedenler ortalamaları normal bir eğriye uymayacak noktaya kadar etkileyecektir. Sürecin kararlı varyasyonu bilindiğinde, atanabilir nedenler periyodik olarak alınan alt grupların ortalamalarında ortaya çıkacaktır.
**Standart Sapmanın Hesaplanması**
Ortalamaların standart sapmasını hesaplayabiliriz ve bireysel örneklerin standart sapmasıyla karşılaştırıldığında, Şekil 1.3.12'de gösterildiği gibi daha küçük olduğunu göreceğiz. σx, ortalamaların standart sapmasını temsil etmek için kullandığımız semboldür. Bireylerin standart sapmasıyla şu formülle ilişkilidir:
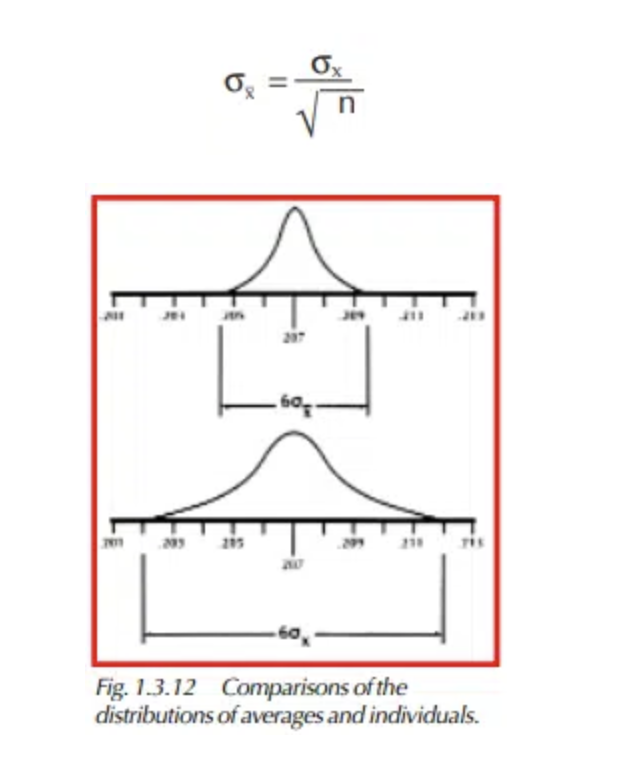
Bireylerin standart sapması
Ortalamaların ve bireylerin dağılımlarının karşılaştırılması
σx, bireylerin standart sapmasıdır ve n, alt gruptaki örnek sayısıdır. Kontrol grafikleri işe yarar çünkü gerçek dünyada, bir dizi parçadaki aynı özelliğin ölçümleri, merkezi limit teoremiyle tanımlanan şekilde sabit bir değer etrafında kümelenme eğilimindedir. Ortalama değerlerin grafiğinin çizilmesi, tek tek veri noktalarının grafiğinin çizilmesine göre bu özel avantaja sahiptir. Aralıkların grafiği de kullanılır çünkü alt grup aralıkları, sabit nedenli bir sistem mevcutsa istikrarı da gösterecektir.
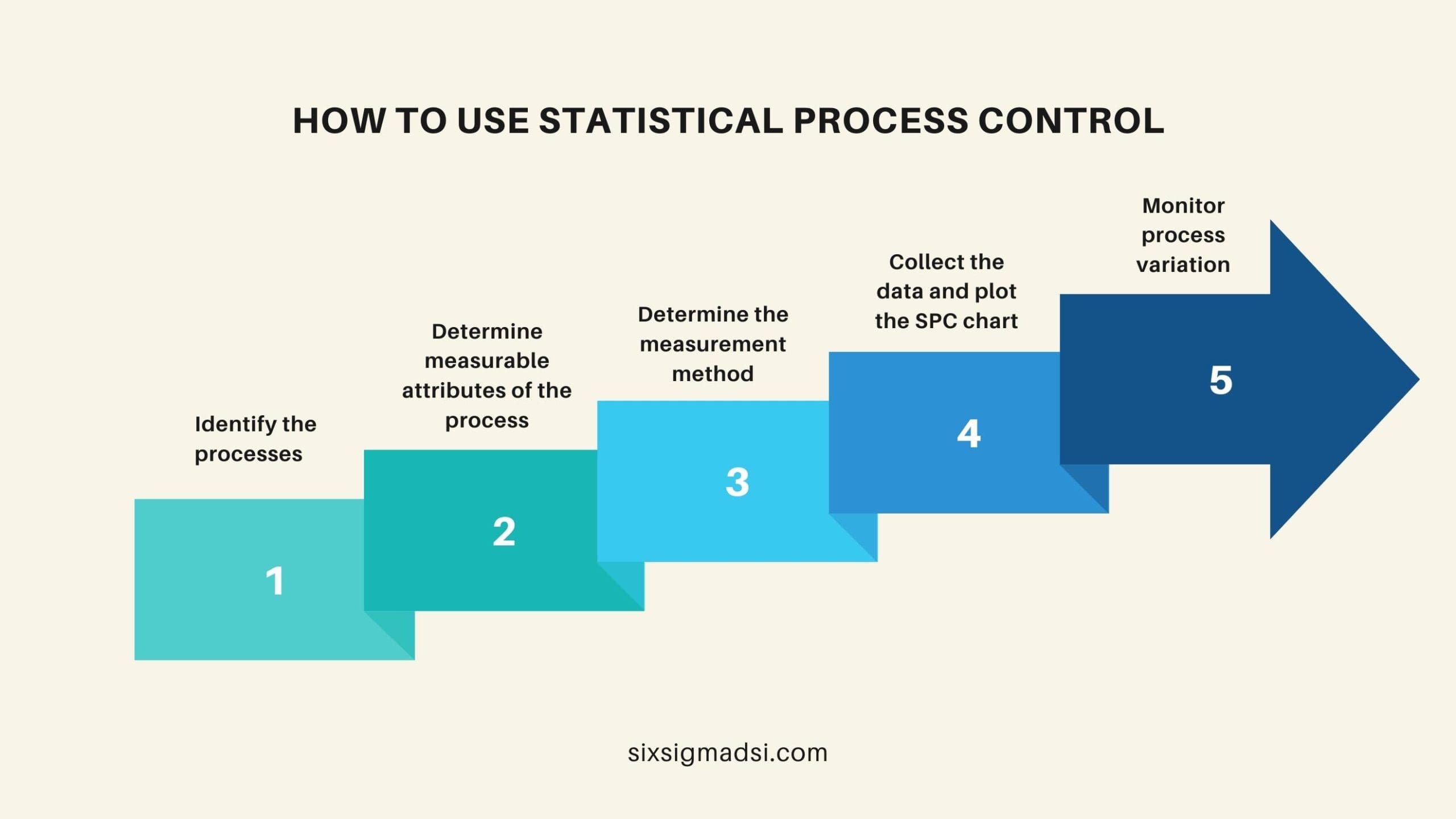
Burada sunulan İstatistiksel Proses Kontrolü (SPC) kavramları, Bölüm I boyunca daha ayrıntılı olarak açıklanacaktır. 2. ila 5. bölümler, bu kavramlardan bazılarını ve bunların SPC ile nasıl uygulandığını özel olarak ele alacaktır.